Authors:
Babić, D., Lajić, B., Jurečić, D.
Adresse:
Grafički fakultet, Getaldićeva 2, 10000 Zagreb
Katedra za ambalažu i projektiranje grafičkih proizvoda
Abstract:
The quality and the strength of the transport boxes produced from corrugated board depend on many factors. It is not only the quality of material, construction of the box or the way of production, but the relative humidity of the area in which the box is transported or stored. This investigation observes the mechanical properties of the material (ECT and CT) in dependence on the change of relative humidity (RH) in the environment.
Key words:
circumferential resistance to perforation, resistance to perforation, relative humidity, strength of the transport boxes
Naslov:
Odnos između probojne čvrstoće i ravne tlačne sile u ovisnosti o relativnoj vlazi valovitog kartona
Autori:
Babić, D., Lajić, B., Jurečić, D.
Adresa:
Grafički fakultet, Getaldićeva 2, 10000 Zagreb
Katedra za ambalažu i projektiranje grafičkih proizvoda
Sažetak:
Kvaliteta i čvrstoća transportnih kutija od valovitog kartona ovisi o mnogim faktorima. To nije samo kvaliteta materijala, konstrukcija kutije ili način formiranja kutije, nego svakako i vlažnost prostora u kojem se kutija ili skladišti ili transportira. Ovo istraživanje promatra mehanička svojstva materijala (ECT i CT) u ovisnosti o promjeni RV okoliša.
Ključne riječi:
Obodna čvrstoća, probojna čvrstoća, relativna vlaga, čvrstoća transportne kutije
1. Introduction
In the segment of transport packaging the board covers about 40% of materials. More than 80% is corrugated board. According to that it is necessary to know this material very well. For the quality of the produced packaging from corrugated board, not only the physical and chemical properties are important but many mechanical properties that define that material are important as well. Finally, many investigations about that theme in our country as well as in the world have been performed. Our investigation is connected to the very often problem of storing the transport packaging in inadequate warehouses. Unfortunately, inadequate storage can be improved partially by better quality of the packaging, and consequently to that, more expensive packaging is produced, which leads to the income decrease; so such solutions are avoided. We are interested in the fact how much the materials strength is decreased by the increase of humidity as the main factor in the inadequate warehouses. If the humidity increase decreases the strength of the corrugated board according to some linear regulations or is there some other kind of the relation humidity/materials strength. Material strength was tested by ECT test (Fig. 1) and CT test (Fig. 2).
2. Method and material
We have tested one-wave double face corrugated board with the grammage 560 g/m 2 . Corrugated board was produced in the factory IPA Bilokalnik, in the town of Koprivnica . The flat layers were done from test-liner 170 g/m 2 produced in Belišće and wave-material was fluting 150 g/m 2 also from Belišće. The glue was Austrian starch glue from the producer Agram with the sign 8501. The glue consumption was 9 g/m² , and as we have two layers the total consumption was 18 g/m² . The production mark is 2K/3. Testing was done on the apparatus ECT (edge crash test) or crushing the corrugated board perpendicularly to waves (Fig 3), of the producer Loretzen & Wettre, type 048. The method was performed according to standard ISO 7263. Results are presented in table 1.

Figure 1. Apparatus for ECT test

Figure 2. Apparatus for measuring resistance to perforation CT
Values are chose according to standard humidity which is about 35%. Greater problem is presented by greater humidity than the humidity in the dry area; so only the increased humidity was investigated. CT (crash test) results were compared as well with the resistance to perforation results on the apparatus Karl Frank type 53809. This resistance was presented in table 2. According to the suggestion of the standard ISO 3036, determination of the resistance to perforation was done from the face of the material and from the back side of the material (Fig. 4) as well.
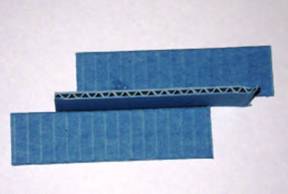
Figure 3. Sample outlook for ECT test ISO 7263

Figure 4. Sample outlook for CT test ISO 3036
By comparing both resistance values it will be possible to find the dependence of the resistance to perforation to material humidity. The obtained results are given in the table 2.
3. Results
Table 1. Testing results of the sample by ECT-testom
Table 2. Investigation of the dynamic perforation of the corrugated board (in J)
4. Result analysis
It is visible from the diagram 1 that there is a small percentage of the circumferential resistance decrease (about 0,1%) for RH between 35 and 65 %, and essentially greater decrease of the circumferential resistance for RH of 83% which is 23% (relationship of the average X R V (35, 45 and 65)% and RH 83%). It can be concluded that the circumferential resistance begins to change essentially at RH greater than 50%, which is good to know because a good constructed and formed box can stand up to strain during transport and storage even in relative unsuitable conditions. The following investigations will stronger define the limits of indulgence. Another conclusion can be drawn from the diagram 1. It is known that the resistance to perforation the corrugated board face in relation to the resistance to perforation of the corrugated board back side differs between 0,02 and 0,03% which was obtained in this investigation. The only unexpected value obtained from the table 2 graphically visible in diagram 1 is the smallest resistance to perforation at 45% of RH and the greatest one is at the greatest RH content. The increase of the resistance to perforation caused by the increase of humidity can be explained by the type of paper of the flat layer of the corrugated board the testliner 170 g/m 2 which is extremely resilient material. It is much more difficult to find the explanation for a bad result at RH of 45%. So this phenomena has to be investigated in the following works as well.
Diagram 1. Presentation of the table 1 and the table 2
5. Conclusion
Transport boxes made from corrugated board, whose properties change by the change of the relative humidity RH according to the presented results during transport and storage, should not have essentially decreased resistance to perforation. In order to define this conclusion unambiguously, the finished boxes subjected to different relative humidity values have to be tested. The way of producing the boxes during the change of the RH of the environment, definitely influences the quality and the strength of the boxes. It is not the same if the box is made with the glue, adhesive stripe or wire-stitched. Only when the answers to that questions are obtained, one will be able to define the quality of boxes connected with the relative humidity of the environment, with a relative security.
6. Literatura